 0
0
Alphacool Eiskoffer Professional Overview
Value & Conclusion »User Experience



The first image above is purely to demonstrate the mitre box in use since I can't photograph it secured to the edge of the table where I have my lighting set up. In practice, I did secure it using the provided clamps, and it works great with some 13 mm OD PETG tubing Alphacool provided along with the Eiskoffer Professional. I also tested it, as with the other parts, with some EKWB 16 mm acrylic tubing I had lying around. One of the potential issues of using multiple brands is a higher chance that the tolerances in tubing, fittings, and even other items, such as the bending inserts, will be too much to overcome. In this case, I had no issues with anything but the bending insert (12.8 mm thick, but within its tolerance) and the EKWB tubing (12.8 mm ID, and within its tolerance) to where I just could not bend the specific EKWB tubing I had with this specific insert meant for 16 mm OD tubing. As such, I am demonstrating everything with the Alphacool 13 mm OD PETG tubing only.
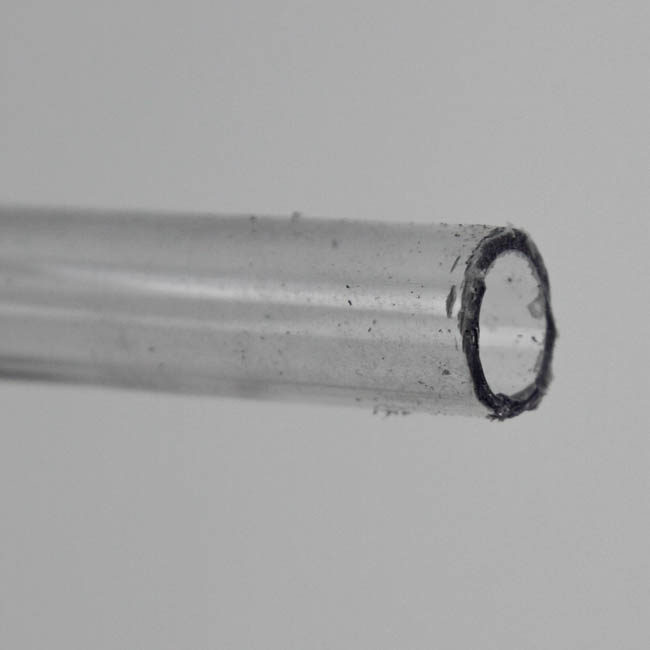
The provided saw blade is, in Alphacool's words, "just thick enough not to tilt, but still thin enough to get a precise cut", which is accurate enough for me to quote here as-is. You need to be consistent in the direction of travel and have to take your time to ensure a smooth cut. However, even if you mess up, the deburrer tool allows you to smoothen the inside and outside alike by enough. For context, I have images above showing the tube's edge just after a rushed cut, after the deburrer tool finish, and with a pristine piece of tubing out of the box. I was quite satisfied with the results after deburring to where I had no concerns with the edge not making good contact with O-rings when used with hard-line compression fittings.




Above is an example from the manual on how to secure the various mandrels and fitting stops to the bending plate with the mounting hardware Alphacool provides. There will be some trial and error in getting everything to where you want since you are limited to the cutouts in the bending plate, but there is enough freedom between that set of cutouts and those in the pieces to be secured, especially since larger mandrels have multiple, angled cutouts as well. For my first trial with this kit, I set about securing a fitting stopper with the 13 mm fitting at the bottom closest to the horizontal plane of the bending plate. A piece of tubing I had cut from before was inserted into the stopper, after which I added the bending insert before securing a small arc mandrel to get a ~180° bend. Use the provided gloves, and if you have proper heat-resistant ones then all the better, and bend further than you think you might have to since the tubing will flex back to an extent. Note also that the bending plate will heat up as well, so allow everything to cool down before doing anything else. It is also a good idea to wet the insert to make its removal easier once done, and use the heat gun over a larger area than the bending radius itself while also turning the tubing around (not critical) and testing for flex from time to time. If you overheat the tubing.. well, we will get to that in a minute.



Ideally, you would want to split up bends that are 180° or higher since the bending insert will be harder to remove. Similarly, if doing another bend immediately after, you should remove the insert and put it back in to where the next bend is going to happen only. For the sake of testing a worst-case scenario, I left the insert in and used a large multi-angle mandrel to see how far I could push things. Indeed, knowing that the straight mandrels work fine as intended, I wanted to see if I could use the flex mandrel as a stop to the tubing wanting to naturally move away from the acute bend angle. This worked as I wanted it to, which was not a surprise necessarily, but goes to show that you can more than make do with what is available to you in a pinch. The second bend turned out perfectly, but I was now stuck with an insert that did not want to budge at all. This is, again, as expected, and Alphacool warns you of it multiple times, but for the sake of demonstration, it was not important since I would not be using this exact piece of tubing anyway. In practice, you want to measure the angles and lengths between components the tubing will connect to then take measurements again just to be sure before setting about with the rulers (with or without the angle ruler/protractor included) on the bending plate to be more accurate and precise about the whole thing than I was here.



Having cut and bent tubing successfully on a 2D plane, I wanted to try out the 3D 45° mandrel, and this is where things took a turn for the worse. As you can see above, I secured one of these mandrels and set about heating the tubing that was placed at the top with the goal to make it flexible enough to push inward and into the 3D angled mandrel before letting it cool down and keep the bend. Unfortunately, despite heat getting applied to the area of the bend, there was not enough uniform flex provided before the tube showed telltale signs of overheating. What was worse, the 3D mandrel was made of thinner nylon than the other mandrels, which had it deform irreversibly as well. At this point, I contacted Alphacool to figure out what was going on since the manual does not treat these any differently than the other mandrels. Turns out, the proper way to go about using these 3D mandrels is to first heat the tubing on the flat bending plate itself to only then move it over to the 3D mandrel to heat up some more and finish the job. If you heat the tubing over the thinner mandrel from the get-go, you will very likely go through what I did. I am not going to assign Alphacool all the blame here because I did find out later that their vendor video goes through this in the proper manner. However, I will place the majority of the blame on Alphacool because it should not be mandatory to watch that video when the provided manual does not say anything at all, and a person who is new or relatively inexperienced to hard-line tubing may end up doing as I did here.
Jul 12th, 2025 01:07 CDT
change timezone
Latest GPU Drivers
New Forum Posts
- 'NVIDIA App' not usable offline? (8)
- Can you guess Which game it is? (222)
- What are you playing? (23920)
- RX 9070 XT freezing/locking up only on desktop, anyone else? (43)
- NVIDIA RTX PRO 6000 Workstation Runs Much Hotter Than 5090 FE (22)
- Quick charging your USB devicesUSB 3.2 Gen 2x2 Type-C® front-panel. (1)
- GTX 1050 GPU Owners Club (12)
- ASUS ProArt GeForce RTX 4060 Ti OC Edition 16GB GDDR6 Gaming - nvflash64 VBIOS mismatch (2)
- Will you buy a RTX 5090? (640)
- No offense, here are some things that bother me about your understanding of fans. (33)
Popular Reviews
- Fractal Design Epoch RGB TG Review
- Corsair FRAME 5000D RS Review
- Lexar NM1090 Pro 4 TB Review
- NVIDIA GeForce RTX 5050 8 GB Review
- NZXT N9 X870E Review
- Sapphire Radeon RX 9060 XT Pulse OC 16 GB Review - An Excellent Choice
- AMD Ryzen 7 9800X3D Review - The Best Gaming Processor
- Upcoming Hardware Launches 2025 (Updated May 2025)
- Our Visit to the Hunter Super Computer
- Chieftec Iceberg 360 Review
TPU on YouTube
Controversial News Posts
- Intel's Core Ultra 7 265K and 265KF CPUs Dip Below $250 (288)
- Some Intel Nova Lake CPUs Rumored to Challenge AMD's 3D V-Cache in Desktop Gaming (140)
- AMD Radeon RX 9070 XT Gains 9% Performance at 1440p with Latest Driver, Beats RTX 5070 Ti (131)
- NVIDIA Launches GeForce RTX 5050 for Desktops and Laptops, Starts at $249 (119)
- NVIDIA GeForce RTX 5080 SUPER Could Feature 24 GB Memory, Increased Power Limits (115)
- Microsoft Partners with AMD for Next-gen Xbox Hardware (105)
- Intel "Nova Lake‑S" Series: Seven SKUs, Up to 52 Cores and 150 W TDP (100)
- NVIDIA DLSS Transformer Cuts VRAM Usage by 20% (97)